机器视觉系统是一种基于计算机视觉技术的自动化检测与分析系统,它通过图像采集设备(如工业相机)获取目标物体的图像,并利用专门的软件算法对图像进行处理、分析和理解,从而实现对物体尺寸、形状、颜色、缺陷、位置等特征的识别与判断。该系统广泛应用于工业自动化、质量控制、智能安防、医疗诊断、自动驾驶等领域,极大地提升了生产效率与精度。
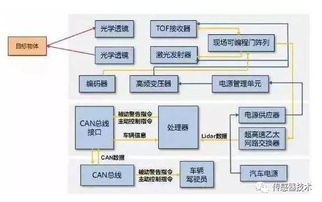
从技术构成来看,一个完整的机器视觉系统通常包括硬件和软件两大部分。硬件部分涵盖图像采集模块(如CCD/CMOS相机、镜头、光源)、图像处理模块(如工业计算机、嵌入式处理器)以及辅助设备(如传感器、支架、线缆)。其中,光源的选择至关重要,它直接影响图像质量;镜头则负责光学成像,决定视野与分辨率;相机作为核心传感器,将光信号转换为电信号。软件部分则包括图像处理算法库(如OpenCV、Halcon)、机器视觉专用软件(如VisionPro、LabVIEW)以及用户定制开发平台,这些软件通过边缘检测、模板匹配、深度学习等技术实现图像分析与决策输出。
在计算机软硬件及辅助设备零售领域,机器视觉系统的配置与销售已成为一个专业化的细分市场。零售商需根据客户应用场景提供定制化解决方案:例如,对于电子制造业的元件检测,需推荐高分辨率相机与精准照明;对于物流分拣,则需搭配高速处理器与动态识别软件。零售过程中,关键点包括硬件选型匹配(如相机接口类型、镜头焦距)、软件兼容性测试、系统集成支持以及售后维护服务。随着人工智能技术的发展,集成AI芯片的智能相机和云端视觉平台逐渐成为零售新趋势,零售商需紧跟技术迭代,提供包括硬件设备、软件授权、培训与升级在内的全方位服务。
对于企业用户而言,选购机器视觉系统时需综合考虑精度需求、速度要求、环境适应性及成本预算,并与零售商充分沟通以实现最优配置。随着5G和物联网技术的融合,机器视觉系统将向更智能化、网络化方向发展,其在零售市场的渗透也将进一步深化,成为推动产业升级的重要工具。